1.Giới thiệu sản phẩm
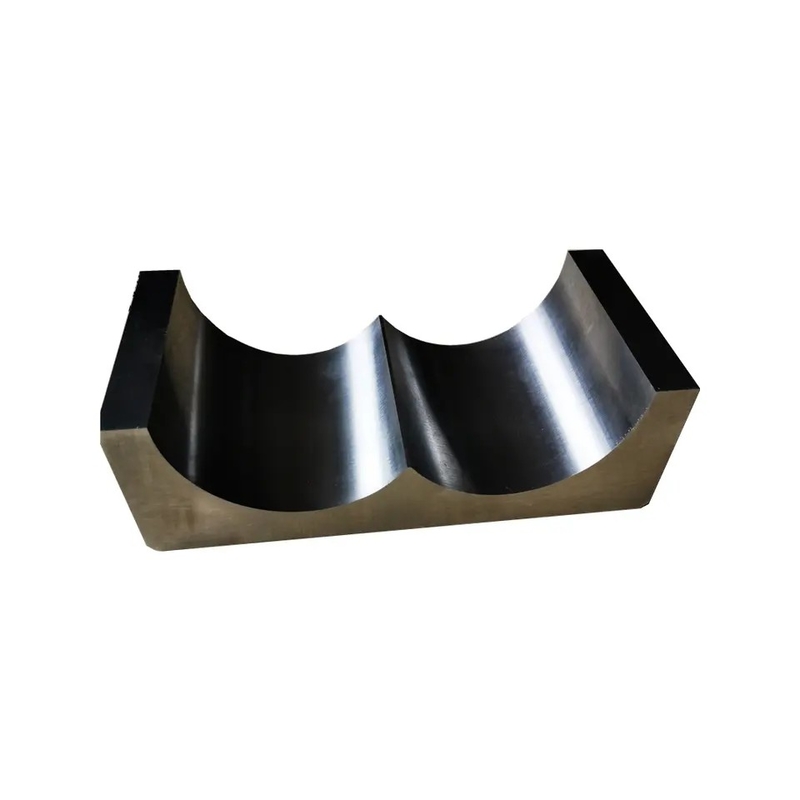
Tấm lót tách trục vít và thùng là một thành phần được sử dụng trong dây chuyền sản xuất máy đùn nhựa để cải thiện hiệu suất và tuổi thọ của máy đùn.Tấm lót tách trục vít và thùng được thiết kế để vừa với bên trong thùng của máy đùn và được tạo thành từ hai mảnh được bắt vít với nhau.
Mục đích của lớp lót tách là để bảo vệ thùng của máy đùn khỏi hao mòn do vật liệu nhựa được xử lý.Lớp lót cũng giúp giảm sự tích tụ cặn trên thùng, có thể gây ra các vấn đề về chất lượng với nhựa ép đùn.
Lớp lót phân chia thường được làm từ thép hợp kim chất lượng cao hoặc vật liệu gốm, cả hai đều có khả năng chống mài mòn cao.Lớp lót được thiết kế để chịu được nhiệt độ và áp suất cao có liên quan đến quá trình ép đùn.
Lớp lót tách là một thành phần quan trọng trong bất kỳ dây chuyền sản xuất máy đùn nhựa nào, vì nó giúp đảm bảo chất lượng và hiệu suất ổn định của nhựa đùn.Điều quan trọng là chọn một lớp lót chất lượng cao được thiết kế để đáp ứng các nhu cầu cụ thể của dây chuyền sản xuất của bạn.Một tấm lót phân chia được thiết kế tốt và được lắp đặt đúng cách có thể giúp kéo dài tuổi thọ của máy đùn và cải thiện hiệu quả tổng thể của quy trình sản xuất của bạn.
2. Giới thiệu vật liệu mới
Dựa trên nhiều năm kinh nghiệm sản xuất, để kéo dài tuổi thọ của lớp lót hoặc lớp lót thùng, chúng tôi đã phát triển vật liệu mới đặc biệt OS02H, một loại hợp kim Niken-Crom-Vonfram.
Hợp kim Niken-Crom-Vonfram có khả năng chống mài mòn và chống ăn mòn tuyệt vời.Sự gia tăng hàm lượng Cr trong ma trận hợp kim niken-crom góp phần vào khả năng chống oxy hóa, khả năng chịu nhiệt độ cao và khả năng chống ăn mòn của hợp kim.Đồng thời, việc bổ sung CrB tốt hơn WC.Độ cứng vi mô của CrB cao tới 4000-4200DPH, gần bằng kim cương.Nó thuận lợi hơn để cải thiện sức mạnh tổng thể của hợp kim.Do mật độ cao của WC, khoảng 15,7g / cm3, trong khi ma trận của hợp kim niken-crom chỉ khoảng 8g / cm3.Sự nóng chảy là do bề mặt và độ sâu của hợp kim không đồng đều do WC dễ phân tách, do đó hàm lượng và kích thước hạt của WC phải được kiểm soát.
Hợp kim Niken-Crom-Vonfram (chúng tôi gọi là OS 02H) pha cứng tăng lên khoảng 50%, OS02 chỉ từ 10 đến 30, Hơn nữa, phản ứng tổng hợp không đủ và các lỗ nhỏ tương đối rõ ràng, điều này được phản ánh bởi độ cứng Rockwell HRC chỉ 52-55. Trong khi độ cứng Rockwell của hợp kim vonfram niken crom (OS02H) là HRC56-64, điều khiển thông thường là HRC58-60.Tuổi thọ dài hơn 3-5 lần so với WR5 hoặc CPM10V.
Hợp kim Niken-Crom-Vonfram (OS02H) trên cơ sở Ni60 phù hợp với điều kiện làm việc của trục vít đôi nước ngoài của công thức, các cacbua pha cứng được cải thiện đáng kể (chứa cacbua crom cacbua vonfram và các cacbua khác) và bể niken hòa tan hoàn toàn.Lớp hợp kim Ni-Cr -W của chúng tôi có thể đạt tới HRC64 là bằng chứng tốt nhất.
3. Các loại lót
Lớp lót kim loại đơn,
Lớp lót hợp chất lưỡng kim,
Thiêu kết quá trình tổng hợp lớp lót
quá trình hàn phun lớp lót composite.

4. Tính năng lót hợp chất lưỡng kim
Thông số vật liệu Chịu nhiệt độ:
Giới hạn nhiệt độ 600℃
Độ dày lớp hợp kim: ≧1,8mm
Độ cứng lớp hợp kim: 57-64HRC
Quy trình chính khác nhau (từ quy trình thiêu kết ban đầu đến quy trình hàn phun hiện tại) Sản phẩm có độ đặc tốt hơn, độ cứng có thể đạt hơn 57 độ và tuổi thọ của sản phẩm gấp 3-5 lần so với quy trình thiêu kết.
5. Máy đùn thương hiệu chính để sử dụng lớp lót
| Các bộ phận vít đôi có sẵn cho các thương hiệu sau |
| văn thư |
Krauss Maffei |
Leistritz |
JSW |
Buhler |
| toshiba |
hợp tác |
Berstorff |
Maris |
KOBE |
| Wenger |
CPM |
6.Thiết bị sản xuất
Hiện tại, diện tích nhà máy của công ty vượt quá 3000 mét vuông, và thêm 3000 mét vuông đang được quy hoạch và thiết kế, bao gồm toàn bộ quy trình sản xuất nghiên cứu và phát triển vật liệu, sản xuất thành phần chính và thử nghiệm.Công ty có 6 người kỹ thuật, hơn 40 công nhân, và nhiều thiết bị sản xuất và thử nghiệm nhập khẩu từ Đài Loan và Đức.
7. Tại sao chọn chúng tôi
1) Nghiên cứu và phát triển vật liệu và quy trình độc lập có thể đảm bảo hiệu suất và quy trình của vật liệu ở mức tối đa, đồng thời kéo dài đáng kể tuổi thọ so với các sản phẩm thông thường, trong khi nhà cung cấp chính trên thị trường chỉ mua nguyên liệu thô để gia công.
2) Phát triển độc lập quy trình của các sản phẩm chính, đồng thời không ngừng cải tiến và nâng cao quy trình cũ để đạt được hiệu suất sản phẩm tốt nhất.
Ví dụ, chúng tôi đã thay đổi quy trình sản xuất lót thùng và lót từ thiêu kết sang hàn phun.Giúp tăng tuổi thọ của sản phẩm lên 3-5 lần so với các sản phẩm thông thường.
3) Liên tục cải thiện và tối ưu hóa bề ngoài sản phẩm của lớp composite, giúp cải thiện đáng kể tuổi thọ của sản phẩm. Đối với lớp lót riêng biệt và Lớp lót thùng, chúng tôi đã thay đổi lớp Composite từ hình 8 mỏng sang hình elip góc phẳng, giúp tăng đáng kể tuổi thọ của sản phẩm.